Fewer Tools. Increased Production
- Lower tooling cost
- Improved production
- High quality bends
- Faster set-up time
- No lubrication
Potential Savings
If you could bend 40 percent of your production without a mandrel or wiper die, how much would your production increase? How much time and money would you save? Here are the answers from customers using TFB’s proprietary Empty Bending tooling. “Initially saved money by eliminating the cost of a mandrel, wiper die, and jig.” “The real bonus with Empty Bending is that the quality of the bend is equal to or better than when using a mandrel and wiper die.” “Reduced set-up time.” “Literally doubled our production.” “Did not need to lube the tube or clean the tube after bending.” “Less collapse, much better ovality.” “Improved cosmetic bending, no wiper die or mandrel marks.” “Reduced our length of clamp area…we saved on tubing material and sets of compound clamp dies.”
Empty Bending
After years of research, TFB has developed and patented a system of bending tube/pipe that is compatible with the material flow. The outer wall of the tube wants to stretch or thin out (Fig. 1). When it does, it also tends to collapse. An Empty-Bending pressure die compensates for this by having a proprietary-designed, multiple-radius and a round tube groove (Fig. 2).
It does not have a tube groove that is a true radius or heart shaped for the length of the die. The multiple radius tube groove forces the tube/pipe to bend, but only touches that portion of the tube that has the least tendency to collapse. The very outer wall of the tube is NOT in contact with the die and receives the least bending pressure. The surface of the tube groove is conditioned to provide maximum grip or traction to the tube. This allows much more pressure die assist force to be used, which minimizes wall thinning and collapse.
To bend a tube/pipe, the inner wall must compress. Like the pressure die, TFB’s Empty-Bending bend die also has a true radius and a multiple radius groove (Fig. 2). The multiple radius groove forces the tube to assume a configuration that induces material compression and can also eliminate wrinkles. In bending heavy-walled pipe, this proprietary design also provides a space that allows the material to thicken.
Testing and field reports have demonstrated that Empty-Bending does minimize wall thinning, reduces tooling set-up time, reduces required clamping lengths, and eliminates mandrel and wiper die humps and scratches. Empty-Bending can also bend a “lower” elongation tubing than with conventional dies. Obviously, a bending lubricant is not used, a big savings from applying the lube and de-greasing operations.
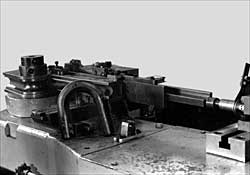
Empty-Bending for boiler tube 2.125” O.D. x .180” wall on 4.250” C.L.R. Note in-line pressure die advance cylinder reverse interlock.

Educated or controlled wrinkle set of tooling with Empty-Bending tube groove serrated grip section and reverse interlocking in Empty-Bending section.
Empty-Bending tool sets for one-piece fittings on conventional bender.
Empty-Bending® Application
| INDUSTRY | O.D. | x Wall | x C.L.R | Material | E-B Factor | Collapse Percent | Thin-outPercent |
| Aircraft | .250 .250 | .020 .028 | .750 .750 | 321-S.S.3AL-2.5 Ti.6061-T6 | 4.2 3.0 | .8 to 1.5% 2.5 | 6% 6% |
| .375 .375 | .019 .020 | 1.125 1.125 | 3AL-2.5 Ti. 321-S.S. 21-6-9 S.S. | 6.6 6.3 | 1.5% 2.5% | 8% 8% | |
| .500 .500 | .028 .035 | 1.50 1.50 | 321-S.S. 6061-T6 | 6.0 4.8 | 3.0% 2.5% | 8% 8% | |
| .625 .625 | .032 .035 | 1.875 1.875 | 321-S.S. 6061-T6 | 6.5 6.0 | 2.7% 1.5% | 8% 8% | |
| Air Conditioning & Refrigeration | .375 .375 .500 .625 | .034 .028 .045 .035 | .750 .750 .750″ 1.125 | COPPER COPPER COPPER COPPER | 5.5 11.9 7.4 9.7 | 2.5% 3.0% 2.5% 4.0% | 7% 10% 10% 10% |
| Automotive | .312 .375 .500 .750 | .028 .028 .035 .049 | .472 .551 .750″ 1.500 | MILD STEEL MILD STEEL MILD STEEL MILD STEEL | 7.4 8.9 9.5 10.0 | 3.0% 3.8% 4.2% 4.1% | 9% 10% 11% 12% |
| Boiler Tube | 2.00 2.00 2.00 2.125 | .227 .160 .110 .180 | 2.0 2.5 3.0 2.25 | 321-S.S. STEEL STEEL STEEL | 8.8 12.0 12.0 10.7 | 7.0% 7.0% 8.0% 11.5% | 13.5% 12.0% 11.0% 13.3% |